
Содержание статьи
- 📌 Технология порошковой покраски
- 📌 Подготовка поверхности
- 📌 Нанесение краски
- 📌 Полимеризация
- 📌 Оборудование
- 📌 Ключевые параметры и ошибки
- 📌 Выбор оборудования
Порошковая покраска сегодня — это не просто способ придать изделию цвет. Это промышленная технология, которая обеспечивает устойчивое порошковое покрытие металла с высокой адгезией, равномерной толщиной слоя и прогнозируемым сроком службы.
Если вы рассматриваете запуск собственного участка или планируете модернизацию производства, важно понимать не только как происходит нанесение порошковой краски, но и какие узлы критически влияют на результат и экономику проекта.
В этой статье разберем:
- что такое порошковая окраска металла
- из каких этапов состоит технология порошковой покраски
- как происходит полимеризация порошковой краски
- какая температура запекания порошковой краски необходима
- что нужно для порошковой покраски на уровне оборудования
- как выбрать линию под задачи производства
Что такое порошковая покраска и где применяется
Порошковая покраска — это технология промышленного окрашивания, при которой сухая порошковая краска наносится на изделие электростатическим способом, а затем подвергается термической обработке.
В результате образуется прочное полимерное покрытие с высокой механической и антикоррозионной стойкостью.
Где применяется порошковая окраска
Технология активно используется в:
- производстве мебели
- машиностроении (например: покраска автомобильных дисков)
- строительных металлоконструкциях
- производстве ограждений
- фасадных системах
Порошковое покрытие изделий выполняет две функции:
- Антикоррозионная защита
- Декоративная отделка
Технология порошковой покраски: полный производственный цикл

Технология порошковой покраски состоит из трех базовых этапов:
- Подготовка поверхности
- Нанесение порошковой краски
- Полимеризация (запекание)
Каждый этап критически важен. Нарушение любого из них приводит к браку покрытия.
Подготовка поверхности
Если адгезия слабая — покрытие отслаивается, появляются кратеры и межслойные дефекты.

Подготовка включает:
- обезжиривание
- химическую очистку
- фосфатирование
- пассивацию
Оборудование для химической подготовки поверхности может быть:
- ручным
- камерным
- туннельным (в составе автоматической линии)
На этом этапе формируется основа под порошковое покрытие металла. Без правильной подготовки даже идеальное нанесение порошковой краски не даст стабильного результата.
Нанесение порошковой краски
Нанесение порошковой краски на металл происходит методом электростатического напыления.
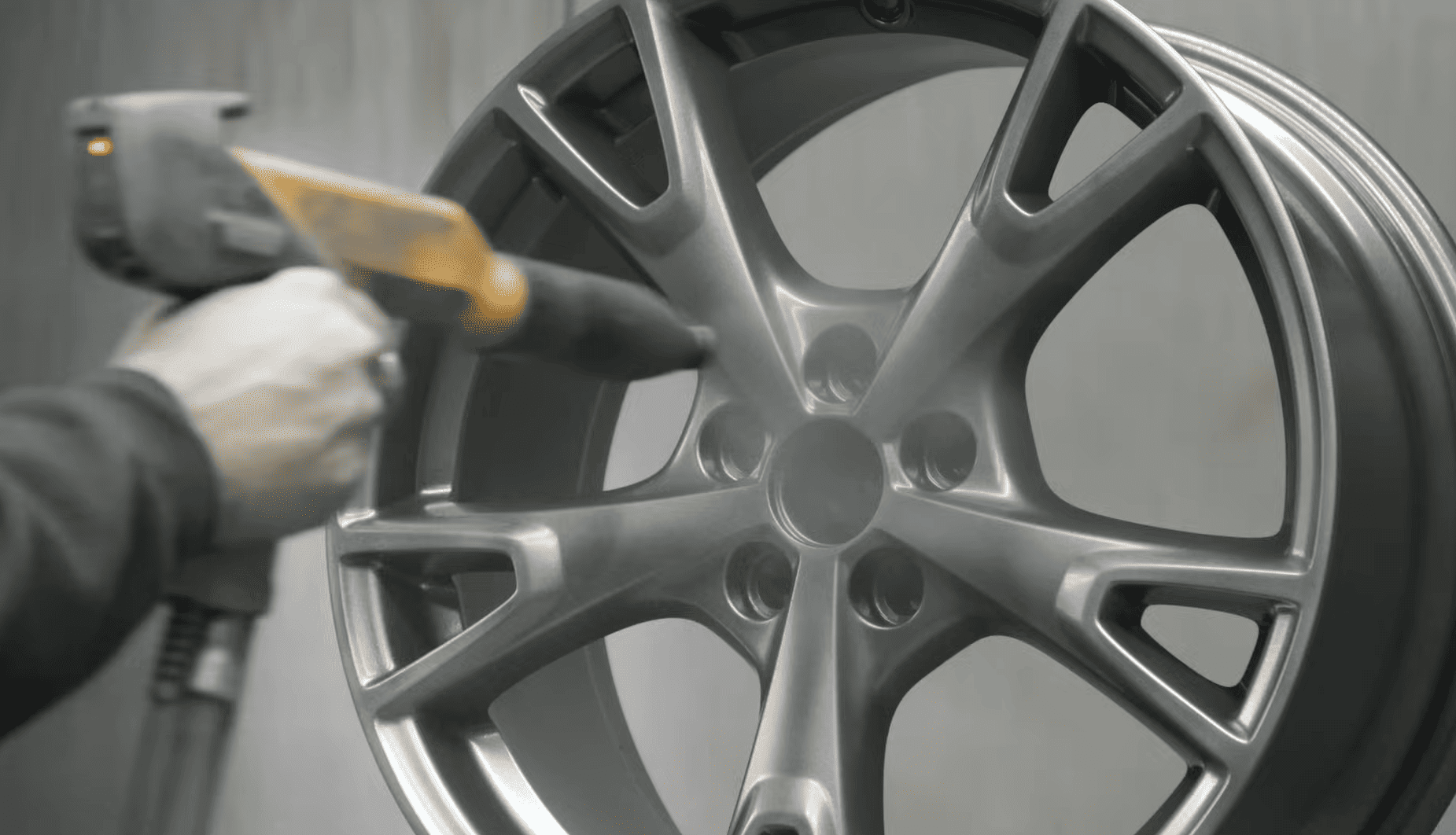
Порошок заряжается в пистолете (трибостатическом или коронном), изделие заземляется, и частицы осаждаются на поверхность.
Варианты организации:
- ручные установки нанесения порошковой краски
- автоматическое нанесение порошковой краски
- комбинированные линии
Процесс происходит в камере для порошковой покраски с системой фильтрации воздуха и рекуперацией порошка (циклон, фильтры).
Порошковое окрашивание металла требует стабильных режимов подачи воздуха и порошка. Ошибки приводят к дефектам типа «апельсиновая корка» или непрокрасу.
Полимеризация и запекание порошковой краски

После нанесения изделие направляется в печь полимеризации.
Полимеризация порошковой краски — это процесс отверждения термореактивного порошка под воздействием температуры.
Температура запекания порошковой краски обычно составляет:
- 160–200°C (в зависимости от типа порошка)
Время выдержки: 10–20 минут при достижении температуры металла.
Запекание порошковой краски может происходить в:
- конвекционной печи
- инфракрасной печи
- комбинированной системе
Важно понимать: учитывается не температура воздуха, а температура изделия.
Нарушение температурного режима приводит к:
- непропеку
- снижению механической прочности
- ухудшению адгезии
Оборудование для порошковой покраски: из чего состоит линия

Если рассматривать промышленную порошковую окраску металла, стандартная линия включает несколько ключевых узлов.
Линии порошковой (полимерной) окраски
Комплексные линии включают:
- участок подготовки поверхности
- камеру напыления
- печь полимеризации
- транспортную систему
Производительность определяется габаритами печи и временем цикла.
Ручные установки нанесения порошковой краски
Подходят для:
- небольших объемов
- порошковой покраски деталей
- мелкосерийного производства
Преимущество — гибкость. Недостаток — зависимость от оператора. Например, можно выбрать в нашем каталоге порошковый пистолет, который дает высокое качество нанесения порошка и подойдет для большинства небольших производств.
Автоматическое нанесение порошковой краски
Используется на серийном производстве. Включает автоматические и ручные пистолеты, систему рекуперации. Обеспечивает стабильную толщину покрытия и снижает расход порошка.
Печи и камеры полимеризации
Ключевые параметры выбора:
- рабочие габариты
- температурный диапазон
- равномерность нагрева
- энергоэффективность
Печь — это сердце линии. От нее зависит качество порошкового покрытия изделий.
Оборудование для химической подготовки поверхности
Обязательно для:
- порошковой покраски стали и алюминия
- порошковой покраски металлоконструкций
- изделий, эксплуатируемых на улице
Камеры для порошковой покраски
Основные функции: локализация зоны напыления, фильтрация воздуха, рекуперация порошка. Современные камеры нанесения позволяют минимизировать потери материала.
Транспортные системы для линий порошковой покраски
Чаще всего используется подвесной конвейер. Он обеспечивает:
- непрерывность цикла
- равномерную загрузку
- синхронизацию участков
Без транспортной системы невозможно построить линию порошковой покраски металла.
Ключевые параметры: толщина слоя, температура, производительность
При проектировании важно учитывать:
| Параметр | Значение / комментарий |
|---|---|
| Толщина покрытия | стандарт 60–120 мкм |
| Температура запекания | 160–200°C, строгое соблюдение режимов |
| Производительность линии | зависит от длины печи, скорости конвейера, времени полимеризации |
Типовые ошибки при порошковой окраске металла
- Плохая адгезия — ошибка химической подготовки и несоблюдение температурного режима в процессе полимеризации
- Кратеры — загрязнение поверхности
- Апельсиновая корка — неправильные параметры напыления
- Недопекание — ошибка температурного режима

Большинство дефектов связано не с порошком, а с технологической дисциплиной и неправильным подбором оборудования.
Как выбрать оборудование для порошковой покраски под задачи производства
Перед покупкой важно ответить на 5 вопросов:
1. Какие изделия планируется окрашивать?
2. Какой объем в смену?
3. Нужна ли автоматизация?
4. Планируется ли масштабирование?
5. Какие требования к качеству покрытия?
Если объем небольшой — подойдет ручная установка нанесения порошковой краски и минимальный комплект.
Если производство серийное — рационально рассматривать автоматическую линию порошковой окраски.
Если изделия крупногабаритные — печь и транспортная система проектируются индивидуально.
Правильный выбор оборудования — это баланс между производительностью, энергопотреблением и будущими планами развития.
Заключение: как спроектировать эффективный участок порошковой покраски
Порошковая покраска металла — это система, где каждый узел влияет на результат:
- подготовка поверхности — адгезия и защита от подслойной коррозии
- нанесение порошковой краски — формирование слоя
- полимеризация — закрепление покрытия
- транспортная система — перемещение изделия между циклами
Понимание технологии порошковой покраски позволяет:
- избежать брака
- правильно рассчитать температуру запекания порошковой краски
- выбрать оптимальную конфигурацию оборудования
- снизить операционные затраты